200万大卡燃油导热油锅炉价格
沧州2024-07-14 10:28:05
11 次浏览锅炉及辅助设备
联系人:姬经理
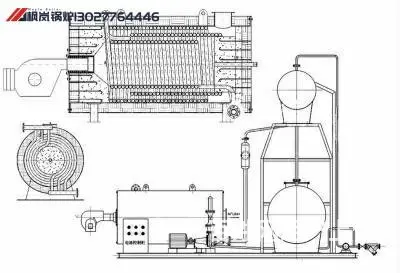
有机热载体炉是一种以有机液体作为传热介质的供热设备。由于它具有高温低压供热工作特性,能满足许多工业生产需要,而且相比以水为介质的锅炉供热更节能、更节省成本。因此,随着工业生产的不断发展和科学技术的进步,以及节能工作的推动,有机热载体炉加热技术得到了越来越广泛的应用。
是指用电炉炼钢法所炼制出来的钢,可分为电弧炉钢、感应电炉钢、真空感应电炉钢、电渣炉钢、真空自耗炉钢、电子束炉钢等。工业上大量生产的,主要是碱性电弧炉钢,品种是优质钢和合金钢。
工业锅炉受压元件的工作条件一般以受压、受热为主,燃烧室和高温区的固定件、炉排等以受热为主;钢结构、紧固件以承受载荷为主;燃烧室的炉墙、炉拱以受高温辐射为主。因此,锅炉用各部分的材料应按不同要求分别选用,主要包括低碳钢、低合金钢、耐热钢、不锈钢等。
(一)较高的强度
对于锅炉用钢,常以钢材的屈服极限和抗拉强度作为其强度设计的依据,为确保安全性能,同时考虑经济性,所用钢材必须有较高的屈服极限和抗拉强度。
(二)良好的韧性性能
只有在足够的韧性情况下,锅炉部件才能在承受外加载荷时不发生脆性破坏。材料的韧性通常以冲击韧性ak和仲长率8等来表示,对于板材其20℃时的伸长率8应不小于18%。对于碳素钢和碳锰钢室温时的夏比(“V”形缺口试样)冲击吸收功不低于27J。
对于锅炉用钢,还需考虑材料的时效冲击韧性,该指标往往能敏感地反映材料的冶金质量。一般要求时效后的冲击韧性下降值小于50%。
(三)较低的缺口敏感性
在锅炉的制造过程中,由于成型、开孔、焊接等工艺过程,往往会造成局部的应力集中,较低的缺口敏感性,有利于防止裂纹的产生。
(四)良好的加工工艺性能和焊接性能
锅炉用钢应充分注意锅炉的制造过程中冷热加工成型和焊接工艺过程对材料的影响,焊接热循环往往会降低热影响区的韧性和塑性,或产生各种焊接缺陷。因此,选用时应考虑材料的碳当量。为保证冷加工成型,还必须有良好的塑性。
(五)具有良好的低倍组织
钢材的分层、非金属夹杂物、气孔、疏松等冶金缺陷应严格控制,不允许有白点、裂纹等缺陷。
对于用以制造高温元件的钢材,除上述要求外,还应具备以下性能:
(一)具有足够的抗蠕变性能、高温持久强度;
(二)长期时效稳定性能(高温组织稳定性);
(三)高温抗氧化性能(耐热性);
(四)抗热疲劳性能。
以导热油或联苯混合物等作为热载体的有机热载体炉,其热载体与水相比,其物理性质和化学性质上均有较大差别,如:有毒、易燃、渗透性强,同时有机热载体加热温度较高,出口温度一般都在260℃以上,具有低压高温的特性。因此,有机热载体炉在结构特性、制造工艺、安装、使用等方面与以水为介质的锅炉具有一些不同的要求。下面从安全的角度叙述有机热载体炉结构应做到的几点要求。
为防止有机热载体炉泄漏,受压元件之间的连接应尽量采用焊接。当必须采用法兰连接时,液相炉管法兰应采用公称压力不小于1.6MPa的凹凸面或凸面带颈平焊钢制管法兰;气相炉管法兰应采用公称压力不小于2.5MPa的榫槽面或凹凸面带颈平焊钢制管法兰,且法兰垫片应采用金属网缠绕石墨垫片或膨胀石墨复合垫片,不得采用石棉制品垫片,以保证法兰连接处的严密性。
有机热载体在管内流动时会形成一个边界层。边界层的厚度直接影响边界层的介质的温度。边界层越厚,边界层温度越高,越易引起边界层超温,造成管壁过热和有机热载体的过早老化、失效。为防止有机热载体过热分解与积碳,避免有机热载体炉受热面管壁超温,必须保证受热面管中的有机热载体具有一定的流速。由于不同的受热面,其热负荷强度不同,故对有机热载体在管内的流速要求也不一样。一般情况下,辐射受热面管内流速应不低于2m/s,对流受热面管内流速应不低于1.5m/s。
联系电话:13027764446